


UPVC管材在使用中會發生熱脹冷縮現象,國家標準中引用“縱向回縮率”表示。縱向回縮率是指管材在特定溫度(23~150oC)區域間長度的變化百分率。GB 6671.1—86(硬聚氯乙烯(UPVC)管材縱向回縮率的測定》明確規定測定方案及標準要求。控制管材縱向回縮率就是控制管材的熱脹冷縮范圍,為了管材的正常使用,就必須依據GB 6671.1— 86嚴格控制管材的縱向回縮率。
UPVC管材的縱向回縮率與諸多因素有關,如何有效地控制縱向回縮率是UPVC管材生產廠家關心的問題。筆者在本文中分析了影響UPVC管材縱向回縮率的幾個主要因素。
1 影響因素的機理分析
1.1UPVC管材配方的影響
1.1.1 PVC樹脂的影響
PVC塑料是由PVC樹脂及輔助材料組成,其中PVC樹脂成分占整個配方的一半以上;況且PVC塑料的“熱脹冷縮”變化主要來自于PVC樹脂分子的纏結、扭變、熱脹、冷縮等變化。
PVC分子量大小及分子量分布范圍均影響加工塑化后塑料的團聚狀態,分子量大的PVC樹脂團聚變化小,分子量小的PVC樹脂團聚變化大。因而PVC樹脂中分子量大對縱向回縮率影響較小,反之,分子量小對縱向回縮率影響較大。分子量分布廣的,說明PVC塑料在加工時,分子的團聚變化范圍大;分子量分布窄的,硬質透明PVC粒料在加工時分子的團聚變化范圍小。因而PVC樹脂中PVC分子量分布范圍廣的縱向回縮率大;反之,PVC分子量分布范圍窄的縱向回縮率小。
1.1.2 填料
PVC塑料加工一般都填加不同量的無機填料,它不只是為降低成本,在填料量加入到一定程度時,還可以填強基體,提高塑料產品的硬度及相關物理性能。在UPVC 管材加工配方中,隨著填料(CaCO3)量的增加,管材的縱向回縮率在逐步降低。
1.2 擠出模具的設計
擠出模具不僅是定型產品的幾何形狀及相關尺寸,同時是輸送從料筒流出的塑化均勻的熔料的通道。擠出模具在設計時,必須充分考慮熔體流變行為。
1.2.1 擠出模具的壓縮比
從擠出機機筒內孔擠出熔料為柱形,擠出模具的前端將熔料分成管形,沿料流方向先擴張,再向出口漸進減小,以形成一定的擴張及壓縮。所謂壓縮比,即管材機頭模具流道內較大的截面積與模口的截面積之比。
壓縮比大,塑料熔體流經機頭模具中所受剪切作用力大,分子相互纏繞、壓縮、團聚力量大,流出機頭模具的熱泡管殘余的“應力”大,因而其縱向回縮率大;反之,壓縮比小,塑料熔體流經機頭模具中所受剪切作用力小,各項反作用力小,縱向回縮率小。
1.2.2 泡管拉伸比
從擠出機機頭出的泡管,經過牽引拉伸及定型尺寸后方可成形成管材。因而從機頭模具擠出的泡管必須經過拉伸,由于擠出模具的壓縮,出離口模的泡管不經過拉伸便會膨脹。況且模具的壓縮比不同,泡管的膨脹比例也不一致。
管材的拉伸比,是指口模的截面積與成型后管材的截面積之比。上述拉伸比只能從模具上體現拉伸狀況,如若同樣口模截面積,而壓縮比不同,那么它的拉伸比卻相同,而擠出泡管膨脹狀況不一致,泡管的內應力不同。拉伸比的概念僅能說明模具與管材的關系。而要說明縱向回縮率,筆者認為應引出“泡管拉伸比”的概念。“泡管拉伸比”應是擠出泡管的截面積與管材成型后的截面積之比。“泡管拉伸比”必須經過實驗所得,測量泡管擠離口模后,不經過牽引,自由膨脹后的尺寸。“泡管拉伸比”大時,泡管分子取向大,泡管快速冷卻,內存的拉伸應力較大,縱向回縮率大;反之,“泡管拉伸比”小時,泡管分子取向小,縱向回縮率小。
1.3 工藝的控制
擠管生產中,管材的各項機械物理性能均與擠管過程的工藝控制有關。合理的工藝設置方能使PVC混合料形成具有一定塑化度并且塑化均勻的熔體,因而管材的縱向回縮率也與工藝控制有關。筆者從以下兩方面論述。
1.3.1 口模的溫度控制
熔料流經口模,需要補償的熱量極少,因而口模的溫度不宜過高。如果口模溫度過高,使泡管外壁的低分子化合物揮發,并且泡管膨脹嚴重,致使縱向回縮率增大;如果V1模溫度過低,泡管外壁的低分子化合物得不到很好的熔化,同時泡管得不到自由“伸長”,致使縱向回縮率變大。因而口模溫度應比料筒較高溫度低10~15~C為佳。
1.3.2 泡管的冷卻速度
一般的擠出設備加工,泡管的口模擠出后進入真空定徑裝置,實施快速冷卻。然而這樣的加工工藝中,使管材形成的過程變短。快速冷卻是管材溫度的急劇降低,管材的內應力被“凍結”,因而管材的縱向回縮率變大。
目前,通過試驗將泡管的冷卻改用兩段式,使管材的冷卻時間變長,實質上將冷卻裝置加長,這樣既滿足了快速生產需要,又實現了管材縱向回縮率的有效控制。所以,管材的縱向回縮率隨冷卻速度的加快而變大。
2 實驗分析
2.1 填料與管材縱向回縮率的關系
2.1.1 實驗部分
(1)材料
PVC樹脂,SG-5,青銅峽產符合GB/T 5761—93;輕質CaCO3,符合HG 2226—91;其它:穩定劑、潤滑劑、改性劑等均不變。
(2)設備
擠出機:SJSZ-65,雙螺桿異向擠管機組,無錫產;φ160管材模具,壓縮比19:1,自制;實驗烘箱,101-3型,長春智能試驗機研究所制。
(3)試樣制備
試驗生產配方中穩定劑、潤滑劑、改性劑填加量不變,將CaCO3填加量以(a)、10份,(b)、20份,(c)、25份,(d)、30份,(e)、35份和(f)、40份配6種料進行試驗擠出O160×3.5管材。這樣可以得到6種試樣。
(4)工藝設定
加工工藝設定如下(見表1)
(5)縱向回縮率的測定
試驗依據GB 6671.1—86進行測定。每次測定三個試樣,取其平均值,所測的值如表2。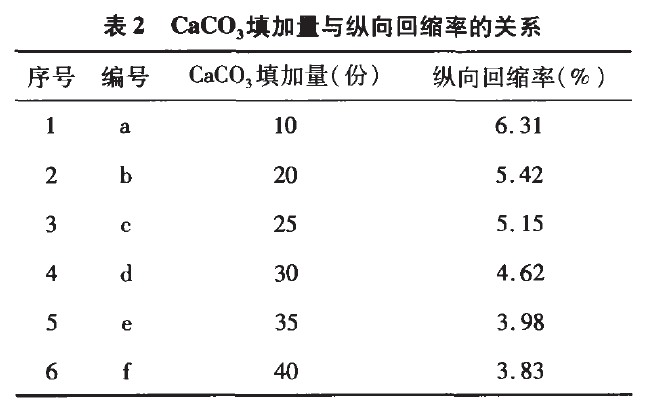
2.1.2 分析
填加CaCO3可減小塑料熔體的膨脹與收縮,因而隨CaCO3的填加量增加,UPVC管材的縱向回縮率是在逐步減小;當CaCO3的填加量達到一定量時幾乎不再影響UPVC管材的縱向回縮率。
2.2 泡管拉伸比與縱向回縮率的關系
2.2.1 實驗
(1)材料
PVC樹脂,SG-5,青銅峽產符合GB/T 5761—93;輕質CaCO3,符合HG 2226—91;其它:穩定劑、潤滑劑、改性劑等均不變。
(2)設備
擠出機:SJSZ-65,雙螺桿異向擠管機組 無錫產;φl10管材模具,壓縮比19:1,自制;實驗烘箱,101—3型,長春智能試驗機研究所制。
(3)試樣制備
試驗生產配方中穩定劑、潤滑劑、改性劑填加量不變,CaCO3填加量為40份配料進行試驗擠出ll0管材。模具口模間隙為φl18×3.5mm,加熱泡管壁厚測量為φ121×4.0mm。用此模具分別擠出φl10×3.5、φl10×3.2、φl10×3.0、φl10×2.8四種規格管材。泡管拉伸比分別為1.11、1.20、1.28、1.37。
(4)工藝設定
加工工藝設定如表3。
(5)縱向回縮率的測定
試驗依據GB 6671.1—86進行測定。每次測定三個試樣,取其平均值,所測的值如表4。
表4 泡管拉伸比與縱向回縮率的關系
2.2.2 分析
根據表4的分析可知,擠出管材的泡管拉伸比直接影響管材的縱向回縮率。
3 結語
(1)通過機理分析,影響UPVC擠出管材縱向回縮率因素很多。其中比較重要的因素有管材的配方中材料因素、擠出管材模具的結構、成型工藝等。
(2)配方中填料的填加量影響較大,以CaCO3的填加量作分析,隨CaCO3的填加量增加管材的縱向回縮率在減小,隨著CaCO3的填加量到一定值時,CaCO3的填加量不再是影響管材縱向回縮率的主要因素。
(3)泡管拉伸比是管材縱向回縮率影響的主要因素。隨著泡管拉伸比增大,管材的縱向回縮率在變大。
無錫嘉弘塑料科技有限公司可根據客戶要求加工各種填充、阻燃、增強改性ABS、PS、PC、PC/ABS、聚丙烯、PA等工程塑料粒子;各種汽車門板、保險杠、儀表板、發動機蓋板、車燈等汽車專用料。
無錫嘉弘塑料科技有限公司擁有近30年硬質透明PVC粒料的研發、造粒生產經驗,改性工程塑料的研發和生產經驗;專業技術服務團隊可為客戶提供一站式改性塑料系統解決方案。如想了解更多關于產品的信息,歡迎登錄我們的官網∶hnqtfy.cn,咨詢在線客服或撥打熱線。固話:0510-68755207 手機:15190220696,我們將竭誠為您服務。
(免責聲明: 本站內收錄的所有教程與資源均來自于互聯網,其版權均歸原作者及其網站所有,本站雖力求保存原有的版權信息,但由于諸多原因,可能導致無法確定其真實來源,請原作者原諒!如果您對本站教程與資源的歸屬存有異議,請立即通知小編,情況屬實,我們會盡快予以刪除。)
